In the material about polypropylene pipes, I briefly explained what these pipes are.
Now let's talk a little about soldering these pipes.
It is correct, of course, to say: “welding” or even “diffusion welding of pipes”, but we usually use simpler words: Dictionary diffusion welding, we call soldering Welding machine, we call it a soldering iron or even an iron Polypropylene we call “polycom” or “PPR”
We call the colors this way: White - Turk. (Although Valtek also makes white and the quality of the pipes is at a high level) Gray - Czech Green - German
Soldering
The average temperature of the welding machine should be set to 260 degrees.
Of course, for each diameter there are more subtle temperature settings and on expensive machines, the required temperature is inserted automatically if you specify the diameter of the pipe being welded.
We set the temperature to 260 degrees, put on the desired nozzle, and now all we have to do is remember the time during which we need to heat the pipe.
16th heat for 5 seconds. after which it must be fixed for 6-7 seconds so that the soldering is of high quality.
We heat the 20th for 5 seconds.
25th - 7 sec.
32nd - 8 sec.
40th - 12 sec.
Now more details.
We take the pipe with the coupling in our hands and try to connect them without heating. If this is possible, then there will not be a high-quality connection, replace the components and, if possible, use connectors from the same manufacturer in the same system.
After we have found out that you hold in your hands what you need and can be soldered, we first put the fitting on the nozzle of the welding machine (it is thicker) and then the pipe.
But this is a book example and it is very difficult to attach a fitting and a pipe separately to a soldering iron. Push in at the same time, but you can take out the pipe first, and then the connector.
This is what the heated fittings look like:
Now they need to be connected.
When heating, it is important to insert the pipe completely into the nozzle. To be sure, before soldering, you can make a mark on the pipe how long the pipe should go into the nozzle.
When heating, the elements cannot be twisted on a soldering iron . Although the manufacturer prohibits turns, I still do it, but the turns are very small, I would even say they are some kind of movements to make it easier to put on the pipe with the fitting. It happens that the corner fits very tightly onto the nozzle. This often happens with large diameters, for example 40 mm. In this case, the soldering iron can be moved back and forth a couple of degrees relative to the parts.
If you twist the parts or the soldering iron more than about 5 degrees, then parts of the plastic will remain on the nozzle which will then smoke, and the soldering may be of poor quality. So, if possible, it is better not to turn, and especially not to twist or turn .
After installing the elements completely, we begin the countdown at 5 seconds in the case of a 20 mm pipe. or 8 seconds in the case of the 32nd pipe.
After this time, we first remove the pipe, and then the fitting.
Quickly, but without fuss, we connect these two elements. After connection, you still have a couple of seconds to correct the alignment. After 2-3 seconds. Alignment adjustment must be stopped. Otherwise, the joint will leak.
After the joint, allow the product to cool for about 20 seconds, fixing the joint firmly.
If you are soldering the first joints, then strictly observe the heating and fixation time. In subsequent joints, take into account drafts and ambient temperature. If you are working in a draft and the temperature, for example, is below +10, then the heating time should be slightly increased by 1-3 seconds. depending on diameter. Otherwise, you risk not having time to dock the heated elements, or there is not a second left to correct the alignment.
How to choose a high-quality polypropylene pipe
If you decide to install plumbing or heating with polypropylene pipes, then an important step is the right choice. When you know masters, it is better to ask them for advice on what is best to choose and where to buy.
You might be interested in the article “Installing a toilet with your own hands: step-by-step connection instructions” Go>>
Or explore the available product range on the manufacturer’s website. When purchasing in a store, pay attention to the color, company name, logo, and location of the markings. If you find a discrepancy, then it is a fake.
Pipes and fittings have smooth surfaces. There are no swells or depressions. The wall thickness should be the same.
Do not buy fittings and polypropylene pipes from different companies!
The first signs of a pipeline leak
In most cases, leaks in utility lines are immediately noticeable. After all, puddles appear on the floor and other structural elements of the building. However, minor leaks are not always so obvious.
Heating pipe is leaking
If the leak is small, it can be determined by the following signs:
- PP pipes become wet;
- drops that look like dew appear in the area of the fittings;
- the pressure in the pipeline system drops sharply.
If any of the above situations occurs, the owner of an apartment or house needs to pay attention to the water supply network. Perhaps it's time for a renovation.
A leak that is not eliminated, even in the form of a small trickle of water, will cause irreparable harm. Moisture can get on electrical appliances, penetrate electrical cables, or ruin just-completed renovations for neighbors on lower floors.
Video description
How to solder polypropylene pipes
But in situations where reliability is required, steel clamps with a plastic dowel are used for fastening. There are rubber gaskets on the inside of both halves of the clamp. Clamps of this design secure not only polypropylene, but also polyvinyl chloride and metal pipes.
For the most part, PPR pipes are hidden under plaster, drywall or PVC/MDF panels, but for this they also need to be fixed somehow. Usually, a channel is cut for a water supply, and the pipe itself is secured with a perforated strip suspension to prevent it from falling out. This can also be done without a groove - simply press the PPR tape, like a clamp, pulling it on both sides with plastic dowels with self-tapping screws.
Video description
7 gross MISTAKES in welding POLYPROPYLENE pipes.
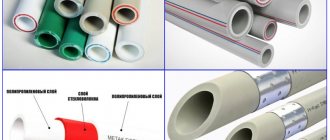
Particular attention should be paid to reinforced pipes, as in the photo above. Aluminum foil keeps polypropylene from deforming when hot water passes through it, that is, a hot water supply or heating circuit fixed on brackets at intervals of 80-120 cm will not bend. For the installation of plumbing and heating in the private sector, plumbers prefer to use the universal PN20, using it not only for heating and hot water piping, but also for the distribution of cold water. However, this depends more on the owner of the house and, if he wants to save money, then PN16 is installed for cold water. It should also be said about PN10 - at present, only irrigation systems for country gardens are made from such a thin-walled pipe and they refuse to use it in plumbing.
For centralized heating, PN25 pipes are suitable, which can withstand pressure up to 2.5 MPa or 25.5 atm. Such values are provided for a reason: when starting the system at the beginning of the heating period, the pressure is increased to check the integrity of the circuit and radiators. Thus, the pressure test in a nine-story building can reach 16 atm, but water hammer can cause one-time short-term surges of more than 20 atm. If the abbreviation PEX is present in PN25, then instead of aluminum foil, fiberglass is used for reinforcement, but this does not affect the strength.
The principle of the arrangement of layers on the walls of PN25 is the same as in PN20, but in the first case, the aluminum foil or fiberglass is located closer to the outer layer (almost under the top), so when the pipe melts in the matrix, the top coating goes away and the foil remains. It is clear that such welding will not have the required quality, so for PN25 they use a shaver, as in the photo above. This tool resembles a school pencil sharpener, only it cuts not to a cone, but in a flat plane, removing the foil. After this operation, the soldering turns out excellent.
PPR Welding Requirements
Look at this table first so that the explanations will be clearer later.
| D PPR, mm | Welding depth, mm | Time, sec | ||
| Warming up | Butt hold | Cooling | ||
| 20 | 12-14 | 5 | 4 | 3 |
| 25 | 14-16 | 7 | 4 | 3 |
| 32 | 18-20 | 9 | 4 | 4 |
| 40 | 20-22 | 12 | 6 | 4 |
| 50 | 22-23 | 18 | 6 | 5 |
| 63 | 23-25 | 24 | 6 | 6 |
| 75 | 27-29 | 30 | 8 | 8 |
| 90 | 33-35 | 40 | 8 | 10 |
| 110 | 37-39 | 50 | 10 | 10 |
Top best manufacturers of pp systems
Here is a rating of manufacturers of polypropylene systems 2021, compiled according to reviews of specialists. In their opinion, these products are the best in quality and reliability.
Russian trademarks.
Foreign brands.
Required Tools
To carry out high-quality welding, you will need the following minimum set of tools and devices:
- a welding machine with a movable electric drive for diffuse welding (with a set of nozzles);
- a special cutter (or scissors) for cutting pipes;
- scraper;
- mounting device for welding elements with a diameter of over 50 mm;
- degreasing liquid (acetone, alcohol);
- marker;
- roulette;
- rags.
Causes of leaks
In non-pressure systems, emergency situations arise due to improper operation, poor-quality installation and manufacturing defects. A connection made incorrectly always causes network depressurization.
I drilled a polypropylene pipe into the wall, what should I do?
Polypropylene is not difficult to damage due to mechanical stress. Most often, leaks in a free-flow system occur precisely because of external interference. Mechanical stress negatively affects rubber sealing elements, which are used to make most connections in non-pressure networks.
In systems under pressure, accidents occur for the following reasons:
- physical impact;
- incorrect installation;
- non-compliance with recommendations during operation;
- increased blood pressure;
- erroneous assembly;
- use of low-quality materials.
Often, a violation of the tightness of the PP system occurs during repair and construction work. Often installers or builders drill into pipelines.
The cause of the emergency can also be factory defects, because there are polymer pipes made in China.
PP products have a durability of 50 years. This is exactly the guarantee that bona fide manufacturers of certified products issue.