Удачной альтернативой традиционным стальным трубам является технологическая продукция из металлопластика. Особую популярность получила она в сантехнической сфере. Металлопластик используют в сборке и ремонте напорных коммуникаций, безнапорных контуров горячего и холодного водоснабжения, а также отопительных систем.
В формировании соединений применяется простой и доступный способ — опрессовка металлопластиковых труб. Мы расскажем, как производится эта работа, какой инструмент потребуется самостоятельному сантехнику для сооружения или восстановления систем. Наши рекомендации помогут достичь наивысшего по качеству результата.
Технология использования пресс-фитингов
Соединение медных или труб из сшитого полиэтилена требует наличия следующего инструмента:
- ножницы для резки пластиковых труб (стальные изделия нарезаются с помощью болгарки);
- фаскосниматель;
- калибратор;
- рулетка, маркер;
- пресс-клещи под соответствующий профиль фитинга.
Пресс-клещи рационально использовать для соединения труб малого диаметра (до 26 мм), для обжима изделий больших размеров требуется инструмент с электроприводом – пресс-пистолет, с применением которого опрессовка фитинга занимает не более 5 секунд. Также без пресс-пистолета не обойтись если вы будете работать над соединением стальных трубопроводов, обжим которых требует повышенных усилий.
Монтаж труб из сшитого полиэтилена выполняется по следующему алгоритму:
- С помощью трубореза труба обрезается под прямым углом к своей оси (от точности среза непосредственно зависит герметичность соединения – торцевая часть трубы должна плотно прилегать к корпусу фитинга).
- На срезе трубы посредством фаскоснимателя нарезается внутренняя фаска. Овальность торца, образовавшаяся при нарезке, удаляется калибратором.
- На трубе размещается обжимная гильза фитинга, после чего труба до упора насаживается на штуцер.
- Используя клещи либо пресс-пистолет выполняется обжим гильзы.
Обжим пресс-фитинга
Если монтаж выполнен правильно, после обжима на гильзе образуются ярко выраженные кольца, которые свидетельствуют о герметичности соединения. Учитывайте, что обжим фитинга можно выполнять только один раз, если соединение имеет дефект, необходимо отрезать часть трубы, на которой закреплен пресс-фитинг, и повторить монтаж с применением нового изделия.
Особенности выбора и обзор производителей
Пресс-фитинги на рынок поставляются достаточно большим количеством производителей, они представлены в ассортименте каждой компании, реализующей трубы из сшитого полиэтилена и металлопластиковые изделия. Изучив отзывы потребителей и мнения профильных специалистов, мы выделим две фирмы – Henco и Tiemme.
Henco – бельгийская компания, один из лидеров рынка. Фирма производит пресс-фитинги двух видов – Henco PK и Henco PG. Серия PG представлена стандартными изделиями из латуни, обработанной защитным оцинкованным покрытием, тогда как пресс-фитинги PK имеют полимерный корпус из ПВДФ (поливинилденфторида). Фитинги от Henco выпускаются под трубопроводы из сшитого полиэтилена диаметром 16, 20, 26, 32 и 40 мм.
Латунные изделия могут эксплуатироваться в системах горячего водоснабжения и отопления (температурный максимум +115), тогда как пресс-фитинги из ПВДФ предназначены для трубопроводов подачи холодной воды.
Tiemme – итальянский производитель, в ассортименте которого представлены пресс-фитинги следующих серий:
- Tiemme Cobra – линейка фитингов для труб из сшитого полиэтилена;
- Tiemme 1650- пресс-фитинг для армированных металлопластиковых труб;
- Tiemme 2670 – пресс-фитинги для трубопроводов из металлопластика транспортирующих газ.
Корпус фитингов Tiemme изготавливается из латуни, гайка для обжима – из нержавеющей стали. Температурный максимум изделий составляет +95(кратковременная температура +110), они выдерживают давление до 16 Бар. Диаметры – от 15 до 63 мм.
Выбирая пресс-фитинги остерегайтесь подделок, которых на рынке достаточно много – обращайте внимание на вес (латунные фитинги массивны, низкий вес свидетельствует о том, что за латунь выдается какой-либо дешевый сплав), толщину гильзы для обжима и маркировку (буквы должны быть выгравированы, а не нанесены краской). Инструмент для монтажа фитингов – пресс-клещи также представлены в ассортименте данных компаний
Клещи от Henco (в комплекте идут насадки под пресс-фитинги диаметром 16 и 20 мм) обойдутся вам в 15 тысяч, от Tiemme – 14 тыс. рублей. Однако клещи от итальянской компании предназначены для использования с пресс-пистолетами, тогда как инструмент от Henco применяется для ручного обжима
Инструмент для монтажа фитингов – пресс-клещи также представлены в ассортименте данных компаний. Клещи от Henco (в комплекте идут насадки под пресс-фитинги диаметром 16 и 20 мм) обойдутся вам в 15 тысяч, от Tiemme – 14 тыс. рублей. Однако клещи от итальянской компании предназначены для использования с пресс-пистолетами, тогда как инструмент от Henco применяется для ручного обжима.
Мини клещи
Мини пресс, предназначенный для металлопластиковых труб, – это малогабаритное устройство, которое обеспечивает ручной обжим муфты. Эти мини клещи применяют для магистралей с объемом от 16 до 20 мм. Дополняют эти механизмы наборы насадок с профилем ТН.
Мини клещи не оснащают телескопическими рукоятками, поэтому при работе придется приложить больше усилий. Усилие обжатия в таких приспособлениях равняется 10.5 кН.
Без насадок мини устройство весит не более двух с половиной килограммов. Рукоятки на данных клещах часто покрывают ПВХ материалом, а осевые эксцентрики на мини клещах дают возможность выполнить настройку при появлении избыточного люфта.
Профессиональные мастера выделяют качество малогабаритных устройств от компании VALTEC. Эти изготовители предлагают не только высококачественные мини обжимные клещи, но и резьбонарезной инструмент, ножницы, и другой инструментарий для монтажных работ.
Монтаж пресс–соединений: учитываем каждую деталь
Пресс соединение металлопластиковых труб в домашнем трубопроводе можно создать при помощи пресс–клещей. Перед монтажом следует создать схему трубопровода, чтобы определить длину отдельных составляющих и всей системы.
- порезать трубу в соответствии с планом;
- откалибровать торцовые части и снять внешнюю и внутреннюю фаску;
- надеть муфту;
- вставить штуцер в трубу,
- обжать соединение пресс – клещами.
При работе необходимо учитывать, что обжим производится один раз. Если он будет произведен не достаточно качественно, разобрать его возможности не будет. Опрессовка металлопластиковых труб создает неразъемное соединение. В случае ошибки все детали соединения нужно заменить и повторить процесс.
Если приобрести пресс – клещи в специализированном магазине с гарантией оригинальности, можно сделать ремонт в квартире, загородном доме, у родственников и друзей. Качественными клещами можно пользоваться не один год.
Но если не хочется тратить средства на приобретение инструмента, которым придется воспользоваться только один раз, ситуацию можно облегчить, найдя торговую точку, предоставляющую такую услугу, как аренда пресса для металлопластиковых труб, или производящую обжим соединений на месте.
Современные системы коммуникаций состоят в основном из пластика и металлопластика и могут располагаться каким угодно образом. Трубы отопления, например, размещают за стенами, под полом, делая систему более эффективной за счет снижения теплопотерь. К тому же, металлопластик – один из наиболее гибких материалов, что делает его очень удобным при поворотах и изгибах.
Но для того, чтобы создать действительно прочные соединения, необходима опрессовка металлопластиковых труб. Перед тем, как вмонтировать трубопровод в стену или пол, необходимо проверить прочность всех соединений. Для этого систему наполняют водой и создают давление, на 30 процентов превышающее рабочее.
В течении получаса наблюдают за трубопроводом с целью обнаружения протечек. Помочь при проверке может специальный датчик, показывающий давление в системе. Если оно падает, то можно сделать вывод, что какое-то соединение протекает.
Если даже система водоснабжения или отопления создавалась самостоятельно, для проверки следовало бы пригласить специалиста, особенно, если трубы запланировано монтировать в стену или пол.
Опрессовка металлопластиковых труб систем водоснабжения
Установка металлопластиковых труб своими руками
Резка труб осуществляется ножницами по металлу или специальной ножовкой. Резаки применяются для обрезки малого и среднего диаметра металлопластика, и широко распространены в профессиональном монтаже. Ножницы — более простой бытовой прибор, их можно купить и в бюджетной ценовой категории, главное, чтобы была удобная и сбалансированная рукоятка, а сами лезвия острыми, из качественного металла. Резаки оснащены внутренним калибратором, что позволяет не только резать металлопластик, но и восстанавливать деформированную форму краев.
Помимо специальных инструментов при монтаже системы из металлопластиковых труб требуется применение более универсальных приборов: измерительной рулетки, ключей нужного размера, фаскоснимателя, шлифовального наждака, эспандера при условии применения пресс-фитинговых соединений.
Водопроводная система из пластика и металла не только долговечна и практична, но и проста в монтаже. Процесс доступен для исполнения даже человеком, не обладающим нужных знаний. Имея набор самых простых инструментов, можно сделать базовые монтажные работы качественно и с приличной экономией средств, если следовать простым правилам монтажа.
Пластик в сочетании с металлом — хороший тандем, но и он “боится” агрессивного механического и ультрафиолетового воздействия, это необходимо учитывать при их открытой прокладке. Если предполагается монтаж закрытого типа, то необходимо предусмотреть наличие люков для доступа к фитингам компрессионного типа. Система отопления так же может состоять из МП труб, но в данном случае стоит уделить особое внимание проверке целостности всех элементом и соблюдению условия максимально прочного соединения всех элементов. Не используйте при распаковке новых элементов системы острые предметы, даже микроцарапина может серьезно навредить всей системе. Применяемые при монтаже труб опоры и подвесы из металла необходимо оснащать мягкими прокладками, это поможет избежать механических повреждений поверхности пластика.
Как гардероб начинается с вешалки, так установка металлопластиковых труб начинается с подбора и крепления шаровых кранов Этот элемент имеет крайне важное значение для всей системы, не стоит экономить на нем и покупать китайские бюджетные аналоги
Качественный кран должен выдерживать до 60 атмосфер и высокие температуры
Как гардероб начинается с вешалки, так установка металлопластиковых труб начинается с подбора и крепления шаровых кранов Этот элемент имеет крайне важное значение для всей системы, не стоит экономить на нем и покупать китайские бюджетные аналоги. Качественный кран должен выдерживать до 60 атмосфер и высокие температуры. В случае протечки именно кран способен остановить поток воды в кратчайшие сроки
Если в нужный момент кран не справится со своей прямой задачей, водопроводной системе грозят серьезные повреждения.
В случае протечки именно кран способен остановить поток воды в кратчайшие сроки. Если в нужный момент кран не справится со своей прямой задачей, водопроводной системе грозят серьезные повреждения.
Как гардероб начинается с вешалки, так установка металлопластиковых труб начинается с подбора и крепления шаровых кранов
Этот элемент имеет крайне важное значение для всей системы, не стоит экономить на нем и покупать китайские бюджетные аналоги. Качественный кран должен выдерживать до 60 атмосфер и высокие температуры. В случае протечки именно кран способен остановить поток воды в кратчайшие сроки
Если в нужный момент кран не справится со своей прямой задачей, водопроводной системе грозят серьезные повреждения.
В случае протечки именно кран способен остановить поток воды в кратчайшие сроки. Если в нужный момент кран не справится со своей прямой задачей, водопроводной системе грозят серьезные повреждения.
Если вся система устанавливается с нуля, то в нее будет входить монтаж очистных фильтров, счетчиков, редуктора давления, коллектора для разводки труб по всей площади. Трубы рекомендовано монтировать вместе с фильтрами, это предотвратит попадание технического мусора внутрь системы.
Сколько тепла должен подавать трубопровод
Рассмотрим подробнее на примере, какое количество тепла обычно подается по трубам, и подберем оптимальные диаметры трубопроводов.
Имеется дом площадью 250 м кв, который хорошо утеплен (как требует норматив СНиП), поэтому он теряет тепла в зимнее время по 1 кВт с 10 м кв. Для обогрева всего дома требуется подавать энергии 25 кВт (максимальная мощность). Для первого этажа – 15 кВт. Для второго этажа – 10 кВт.
Наша схема отопления двухтрубная. По одной трубе подается горячий теплоноситель, по другой — охлажденный отводится к котлу. Между трубами параллельно подсоединены радиаторы.
На каждом этаже трубы разветвляются на два крыла с одинаковой тепловой мощностью, для первого этажа – по 7,5 кВт, для второго этажа – по 5 кВт.
Итак, от котла до межэтажного разветвления поступает 25 кВт. Следовательно, нам потребуются магистральные трубы внутренним диаметром не менее – 26,6 мм, чтобы скорость не превысила 0,6 м/с. Подходит 40-мм полипропиленовая труба.
От межэтажного разветвления – по первому этажу до разветвления на крыльях — поступает 15 кВт. Здесь, согласно таблице, для скорости менее 0,6м/с, подойдет диаметр 21,2 мм, следовательно, применяем трубу с наружным диаметром 32 мм.
На крыло 1 этажа идет 7,5 кВт – подходит внутренний диаметр 16,6 мм, — полипропилен с наружным 25 мм.
Соответственно на второй этаж до разветвления принимаем 32мм трубу, на крыло – 25мм трубу, а радиаторы на втором этаже также подсоединяем 20-мм трубой.
Как видим, все сводится к несложному выбору среди стандартных диаметров имеющихся в продаже труб. В небольших домашних системах, до десятка радиаторов, в тупиковых распределительных схемах, в основном применяется полипропиленовые трубы 25мм -«на крыло», 20 мм — «на прибор». и 32 мм «на магистраль от котла».
Инструментарий с электрогидравликой
Смотреть видео
Аккумуляторный пресс, применяемый для металлопластиковых труб, входит в число электрогидравлических инструментов. Сюда входят также сетевые и универсальные станки.
Как правило, приспособление с аккумулятором – это малогабаритный механизм, который имеет небольшой вес. Но, если сравнить аккумуляторный аппарат и устройства работающие не от электричества, то первый отличается высокой производительностью и простым использованием. Применяют аккумуляторный аппарат для обработки магистрали с диаметром не более 110 мм.
Любая аккумуляторная модель функционирует от батареи. На данных механизмах применяют только универсальные прессовочные головки, которые подходят на конкретные размеры металлопластиковой трубы.
ВАЖНО! Аккумуляторный аппарат может выполнить приблизительно от пятидесяти до ста обжатий на одном цикле зарядки.
Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.
Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
- Если система была в эксплуатации, сливается теплоноситель.
- К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой. Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
- В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.
- Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
- Система доводится до рабочего давления, выдерживается не менее 10 минут. За это время спускается весь оставшийся воздух.
- Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
- Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.
| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).
Таблица соответствия разных единиц измерения давления
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
https://youtube.com/watch?v=ruN3puj3EyU
Инструкция по использованию
Вне зависимости от типа монтажа и оборудования, выбранного вами, существует и общий порядок подготовительных работ. Эти правила облегчат обустройство трубопровода и желательны к исполнению:
- нужно составить план разводки труб, это поможет посчитать количество материала и муфт;
- места выполнения работ нужно тщательно убрать, для исключения попадания в точки соединений пыли и грязи, чтобы избежать протечек в будущем;
- если нужно подсоединиться к уже существующей системе, нужно проверить ее целостность и подготовить место врезки;
- трубы следует резать так, чтобы срез был ровно 90 градусов к продольной оси трубы, это нужно для обеспечения надежности и герметичности;
- руководствуясь схемой, разложить все трубы и муфты для проверки нарезки и количества всех нужных элементов соединения.
Как уже говорилось выше, существует три основных варианта соединения сшитого полиэтилена. От выбора способа зависит подбор оборудования и инструментов. Для всех методов будут нужны насадки по диаметру труб и секатор.
Первый способ – самый простой в исполнении. Потребуются кроме труб и секатора только компрессионные муфты и пара гаечных ключей. Эти инструменты нужны, чтобы затянуть гайки после насадки на место соединения
Важно помнить: нужно контролировать процесс закручивания гаек, чтобы не повредить резьбу. Закрутить нужно плотно, но не перетягивать
Второй метод – напрессовочный. Понадобится калибратор, ножницы, экспандер и пресс.
С ножницами сложностей не возникнет, назначение их простое – разрезать трубу на нужные нам размеры. Калибратором обрабатываем ее края, снимая фаску изнутри. Этот инструмент необходим для придания трубе округлой формы после обрезки.
Затем берем экспандер (расширитель) ручного типа, который очень прост в использовании. Углубляем рабочие грани прибора внутрь трубы и расширяем ее до нужного размера. За один раз это делать не следует, так как можно повредить материал. Делаем это постепенно, поворачивая экспандер по кругу. Плюсами данного прибора являются цена и простота использования. Это любительский инструмент.
Экспандер с электрическим питанием оборудован аккумуляторной батареей, предназначен для ускорения работ монтажника. Он значительно экономит усилия работающего и время на монтаж систем. Естественно, данный прибор многократно дороже, но если работать требуется много, он прекрасно подойдет и оправдает затраты. Существуют гидравлические расширители. После того как подготовим трубу, нужно установить в нее фитинг. Для этого нам понадобятся пресс-тиски. Они также бывают гидравлические и механические. Перед использованием их нужно извлечь из кейса для хранения и собрать в рабочее положение.
После сборки инструмента и установки муфты в трубу, прессом производится монтаж соединения. То есть фитинг входит на свое место, и происходит опрессовка сверху монтажной гильзой. Ручные прессы рекомендуется использовать при небольших диаметрах труб и малой потребности.
Гидравлические прессы практически не требуют усилий при опрессовке. Просто устанавливаются фитинги и гильза в паз на устройстве, затем легко и плавно они становятся на место. Данный инструмент можно использовать даже в неудобных для монтажа местах, он имеет поворотную головку. И последний вариант соединения сшитого полиэтилена – это сварной. Как и говорилось ранее, он самый дорогостоящий и редко применяемый, но самый надежный. Для него понадобятся кроме уже знакомых нам ножниц, экспандеров еще и специальные муфты. В электросварных фитингах есть особые жилы для нагревания.
После подготовки оборудования и комплектующих приступаем к свариванию. Для этого на окончание трубы устанавливаем муфту электросварную. На ней есть специальные клеммы, к которым подсоединяем сварочный аппарат. Включаем его, в это время все элементы прогреваются до температуры плавления полиэтилена, около 170 градусов Цельсия. Материал муфты заполняет все пустоты, и происходит сваривание.
Если аппарат не оборудован таймером и устройством, имеющим возможность считывать информацию с фитингов, нужно следить за показаниями приборов, чтобы вовремя все отключить. Выключаем оборудование, или оно отключается самостоятельно, ждем, пока узел остынет. Очень часто трубы поставляются в бобинах и во время хранения могут потерять форму. Для этого и нужен фен строительный. С его помощью есть возможность устранить этот недостаток, просто прогревая деформированный отрезок теплым воздухом.
В следующем видео вас ждет обзор инструментов для монтажа систем отопления и водоснабжения из сшитого полиэтилена.
Тепловое испытание отопления
Термометр для тепловой проверки
Своевременное тепловое испытание систем отопления позволит определить равномерность нагрева всех радиаторов и батарей. В отличие от вышерассмотренных документов, эту процедуру рекомендуется выполнять в обязательном порядке и для автономных схем.
Для центрального отопления эти действия выполняются не каждый год. Акт на тепловые испытания системы отопления составляется только в следующих случаях:
- Введение системы в эксплуатацию;
- Замена большей части компонентов на новые, изменение конфигурации трубопроводов.
Испытание системы отопления на прогрев зачастую совмещается с пробным запуском перед отопительным периодом. Для этого недостаточно заполнить трубопроводы теплоносителем и включить котел. Сначала следует выполнить прочистку системы, избавив ее от скопившегося мусора и известкового налета. Если этого не сделать — тепловые испытания системы отопления будут некорректными. Посторонние элементы будут влиять на теплопроводность радиаторов и труб, что напрямую скажется на их энергетической отдаче.
Лучше всего совместить гидравлическую и тепловую проверку. Таким образом можно предупредить появление воздушных пробок.
Центральное отопление
Тепловые испытания центрального отопления
Для централизованной схемы заполнение акта испытания теплового эффекта систем отопления выполняется по определенным правилам. Главным из них является температура воды – она должна быть нагрета до +60°С.
Время проведения проверки должно составлять не менее 7 часов. Одновременно с этим выполняется регулировка отдельных компонентов для температурной балансировки узлов. Это отображается в акте на тепловые испытания системы отопления. В многоквартирных домах для каждого стояка делают отдельные измерения и сверяют общие показатели с аналогичными в элеваторном узле.
Акт теплового испытания
Какие преимущества для жильцов дома дают испытания системы отопления на прогрев?
- Поверка фактических показателей теплоснабжения с заявленными от управляющей компании;
- При установленном приборе учета и регулировки поступления теплоносителя (в элеваторном узле) — возможность определить оптимальный режим работы системы;
- Своевременное выявление воздушных пробок.
Все эти работы должна выполнять управляющая компания. Это отображается в договоре на теплоснабжение. Итогом проверки будет акт испытания теплового эффекта системы центрального отопления.
В акте на тепловые испытания отопительной системы учитывается не только степень нагрева радиаторов и труб, но и температура в помещении.
Автономное отопление
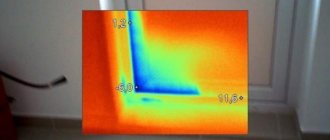
Тепловизор, как один из инструментов теплового испытания
Проведение испытаний автономной системы отопления на прогрев также необходимо. Во время выполнения этой процедуры можно заранее определить точки резкого перепада температуры. С помощью регулировочной арматуры выполняется настройка режимов работы радиаторов и батарей.
На практике для автономных схем не нужно составлять акт испытания теплового эффекта отопления. Но для определения порядка действий лучше всего принять методику для центрального отопления. Разница может заключаться в способах измерения:
- Степень нагрева отопительных элементов проверяется установленными термометрами или по показаниям тепловизора;
- Температура в помещении контролируется с помощью внешних датчиков.
Однако в летний период не будет учтено влияние низкой температуры на улице
Поэтому помимо вышеперечисленных показателей нужно брать во внимание степень теплоизоляции дома – тепловые потери
Помните, что каждый тип испытания систем отопления (гидравлический, тепловой или пневматический) должен выполняться по определенной методике. Она же зависит от типа отопительной системы и внешних факторов.
В видеоматериале рассказывается об особенностях гидравлического испытания отопления в квартире:
Выводы и полезное видео по теме
Из видеоролика можно узнать о том, как работать с пресс-клещами механического типа, а именно — как обжимать фитинги металлопластиковых труб.
Монтаж металлопластиковых труб методом обжима рекомендуется выполнять в условиях окружающей среды с температурой не ниже +10ºС. Купленный материал (трубы) желательно выдержать в новых условиях не менее 24 часов и только затем начинать монтаж.
Смонтированную водопроводную систему обязательно испытать на герметичность и прочность посредством гидравлических и пневматических испытаний.
У вас есть опыт в работе с металлопластиковыми трубами и в устройстве их соединений? Владеете технологическими тонкостями производства этой работы, не затронутыми в статье? Пишите, пожалуйста, комментарии в расположенной ниже блок-форме, задавайте вопросы, публикуйте фото.
Методика гидроиспытаний на прочность и герметичность
Конкретные условия испытаний устанавливают, в зависимости от материала элементов системы — чугуна, стали, полимеров.
Испытательные мероприятия на прочность включают следующие этапы:
- В системе создают проверочное давление, которое держат в течение 10 минут. Если установленное давление снижается более чем на 0,1 МПа, проверку останавливают.
- Давление снижают до рабочих значений и поддерживают его путем подкачки воды.
- Трубопровод осматривают на предмет дефектов.
- Если дефекты обнаружены, то их исправляют и осуществляют повторную проверку.
- Если повреждений нет, то испытания сразу проводят повторно для подтверждения результатов первой проверки.
В соответствии с инструкциями, изложенными в нормативах, значение испытательного давления при гидроиспытаниях трубопроводов составляет 1,25 от максимального, установленного технической документацией на данную коммуникационную систему. Время гидроиспытания трубопровода на прочность не должно превышать 10 минут.
Контроль герметичности осуществляется в несколько этапов:
- фиксируется время начала испытаний;
- в измерительном бачке отмечают начальный уровень воды;
- определяют снижение давления в системе.
После проведения испытаний на герметичность рассчитывают дополнительный объем воды в испытуемом участке трубопровода.
Способы проведения гидропроверок:
- Манометрический: с помощью манометров, которые указывают все значения давления во время проверок.
- Гидростатический. Это наиболее популярный метод, позволяющий сразу установить поведение трубопроводной системы при повышенных нагрузках.
Подготовка к работе
Вся измерительная техника должна пройти предварительную поверку в лицензированной испытательной лаборатории. Гидравлический блок питания подключается к напорной линии через коллектор испытательного давления. Коллектор имеет сливной клапан и манометр. Манометры устанавливают в конце и начале линии давления.
Перед началом опрессовки труб все клапаны и вентили должны быть закрыты.
Подготовка к опрессовке трубопровода включает в себя следующие этапы:
- Заполнение контура рабочей жидкостью;
- Заправка линии до создания там давления, равного испытательному;
- Подключение испытательных приборов и оснастки к нужному участку магистрали.
Суть опрессовочных испытаний
Опрессовка водопровода (как и любых других систем для прокачки жидких или газообразных сред) является наиболее важным в процессе строительства трубопровода, особенно в таких отраслях как химическая или нефтегазовая промышленность, гидротехника, жилищно-коммунальное хозяйство. Наряду с проверкой величины допустимой компрессии в трубах проводят также анализ напряженно-деформированного состояния труб, что позволяет оценить ресурс их долговечности.
Некоторые производители труб – например, торговая марка Rehau – разрабатывают собственные оригинальные методики опрессовки своей продукции. Для этих целей Рехау реализует специальный электрогидравлический инструмент, при помощи которого можно произвести тестирование трубопровода непосредственно после его монтажа. Метод проверки – локальный: к герметизированному участку подключается опрессовочный насос, создающий необходимое внутреннее давление воздуха. Стабильность показателей устанавливается манометром.
Классификация фитингов
Разновидности обжимных фитингов.
- углы и отводы (применяются при соединении поворотов от 45 градусов);
- крестовины (помогают произвести ответвление на две стороны);
- тройники (используются при одностороннем ответвлении);
- заглушки (применяются для крепления на конце трубы);
- муфты (с помощью них соединяются трубы одинакового диаметра и направленности);
- штуцеры (при необходимости соединения со шлангом).
Фитинги, которые применяют для соединения труб одного диаметра, именуются прямыми, а предназначенные для скрепления труб разного диаметра называют переходными.
На строительном рынке существует большой ассортимент чугунных, стальных, латунных или медных соединительных элементов.
Что касается чугунных, их отличают такие качества, как прочность и долговечность. У чугунных фитингов существенное преимущество перед другими соединительными изделиями, например, такими как стальная муфта. Еще к положительным качествам чугунных элементов можно отнести высокую устойчивость к негативным воздействиям окружающей среды и универсальность.
Без стальных фитингов в современной промышленности сегодня не обойтись. Совсем недавно обойти препятствия на пути трубопровода можно было с помощью изгиба трубы. Сегодня в этом нет необходимости
Трубопровод с использованием стальных изделий легко поддается сборке и разборке, что тоже немаловажно
Подробнее о ручных моделях
Учитывая, что пресс-клещи с электрогидроприводом в домашнем хозяйстве практически не используются, ниже мы рассмотрим вопросы, касающиеся только ручных моделей.
Комплектация
Дополнительная комплектация инструмента
Пресс-клещи выпускаются в комплекте с набором сменных вкладышей для и металлическим или пластиковым кейсом (может быть заменен на специальный чехол или сумку).
Диаметр соединяемых труб
Большинство ручных моделей предназначены для монтажа труб диаметром до 26 мм. Некоторые механические модели усиленного типа и ручные гидравлические клещи позволяют монтировать трубы диаметром до 32 мм.
Наличие дополнительных функций
Дополнительная функциональность обеспечивается несколькими опциями:
- Система OPS – обеспечивает оптимизацию прилагаемых усилий за счет встроенных фиксаторов ступенчатого типа.
- Система APS – обеспечивает равномерную нагрузку на гильзу фитинга в зависимости от ее диаметра.
- Система APC – осуществляет автоматический контроль полноты опрессовки гильзы за счет блокировки раскрытия пресс-головки до её полного сжатия.
Фирма-изготовитель
Самые дорогие модели выпускаются рядом европейских производителей (Бельгия, Германия), причем их стоимость в большей степени зависит не от технических параметров оборудования, а от известности брэнда. Тем не менее, можно найти вполне приличные функциональные итальянские и турецкие модели по достаточно доступным ценам.
Китайские пресс-клещи традиционно находятся в низшей ценовой категории, но при этом они неплохо справляются с небольшими объемами работ.
Технические характеристики ручных пресс-клещей, которые можно купить в России
| Модель | REMS Эко-Пресс | VALTEC VTm-293 | FORApress | STC 500 |
| Страна | Германия | Италия | Турция | Китай |
| Мах диаметр | до 26 мм | до 32 мм | до 32 мм | до 26 мм |
| Примерная стоимость | 19.800 руб. | 7.700 руб. | 9.500 руб. | 3.300 руб. |
Дополнительная комплектация
- REMS Эко-Пресс — стальной кейс с набором вкладышей 16, 20, 26.
- VALTEC VTm-293 — сумка с набором вкладышей 16, 20, 26, 32.
- FORApress — пластиковый кейс с набором вкладышей 16, 20, 26, 32.
- STC 500 — пластиковый кейс с набором вкладышей 16, 20, 26.
Советы покупателям
Несмотря на большой выбор опрессовочного инструмента, его приобретение домашним мастером для личного использования в большинстве случаев не представляется оптимальным.
Даже дешевизна ручных китайских моделей не спасает положение, поскольку после прокладки трубопровода инструмент может совсем не пригодиться. Получается, что его покупка для проведения небольшого разового объема работ по монтажу или ремонту явно нецелесообразна.
В данной ситуации лучшим вариантом станет аренда на несколько дней в прокатной фирме, что обойдется в любом случае дешевле самой покупки клещей. При этом у вас появляется возможность за небольшие деньги подобрать качественные пресс клещи для металлопластиковых труб с подходящими параметрами.
Еще одним вариантом может стать покупка клещей вскладчину с соседями или знакомыми, которым тоже в перспективе может понадобится инструмент. В этом случае вы сможете пользоваться им поочередно по мере необходимости.
При подборе пресс-клещей необходимо учитывать их основные технические характеристики и максимальные размеры применяемых при монтаже МП труб. Для этого следует внимательно изучить паспорт устройства и проверить наличие сертификата качества на изделие.
Следует помнить, что использование ненадежного инструмента может привести к плохому качеству соединений и вызвать в дальнейшем серьезные проблемы при эксплуатации трубопроводов.
Основным источником обогрева в системах отопления квартир и частных домов являются радиаторы, отдающие тепло со своей наружной поверхности в окружающее воздушное пространство. Как подключить радиатор отопления к системе, не прибегая к помощи сторонних специалистов.
Кран Маевского для чугунных радиаторов: обзор устройства для стравливания воздушных пробок из систем отопления.
Как пользоваться ручными пресс-клещами
Раздвинув рукоятки клещей, в обойму вставляются половинки пресс-вкладыша, диаметр которого соответствует диаметру трубы. Обойма защелкивается и считается готовой к работе. В нее вставляется металлопластиковая труба с гильзой, которая уже состыкована с фитингом.
Рукоятки пресс-клещей смыкаются на гильзе, сдавливая ее с определенным усилием. На поверхности гильзы остаются отметки от вкладыша, свидетельствующие о правильно выполненном монтаже. Повторное сжатие соединения не допускается.
Обзор фитингов для металлопластиковой системы
Для подготовки к работе важно разрезать трубы на участки, необходимой длины, при этом все разрезы нужно выполнять строго под прямым углом. Если в процессе резки труба деформировалась, ее необходимо выровнять калибром (он же поможет снять внутреннюю фаску)
Для соединения металлопластиковых труб разных категорий в единую конструкцию применяются соединительные элементы – фитинги, различающиеся по конструкции, размеру и методам крепления
Для монтажа конструкции применяются различные виды крепежа – фитинги, остановимся на них отдельно.
Вариант #1: цанговые
Цанговые фитинги, состоящие из корпуса, обжимного кольца, резиновой прокладки, имеют разъемную конструкцию, поэтому применять их можно несколько раз. Резьба деталей позволяет совмещать их с бытовыми приборами.
Для подсоединения соединительных элементов на трубу нужно надеть последовательно гайку и кольцо. Полученную конструкцию вставить в фитинг, затянуть гайку. Чтобы труба легче проходила в соединительный элемент, ее желательно смочить.
Вариант #2: компрессионные
Широко используемые для соединения труб детали, которые можно назваться условно-разъемными
Перед монтажом важно убедиться в наличии уплотнительных колец и прокладок-диэлектриков, которые должны находиться на хвостовике детали
Компрессионные фитинги широко используются при устройстве металлопластиковых конструкций. Они позволяют легко создавать соединения без применения специальных инструментов
Для подсоединения на торец трубы надевается гайка и обжимное кольцо (если оно имеет форму конуса, то процесс осуществляется с более узкой стороны детали). После этого хвостовик вставляется в трубу (для этого нужно приложить некоторое усилие), при этом в целях уплотнения деталь покрывается паклей, льном, герметиком.
Следующим этапом на корпус фитинга надевается и закручивается накидная гайка. Делать это удобно при помощи двух ключей: одним из них фиксируется деталь, другим – затягивается гайка.
Этот способ достаточно легок и не требует использования спецтехники, однако его нежелательно применять для скрытых разводок, поскольку при нем требуется проверка подсоединения.
Вариант #3: пуш-фитинги
Удобные соединительные элементы, для крепежа которых не нужны специнструменты. Для монтажа достаточно вставить изделие в соединительную деталь, при этом в смотровом окошечке должен быть виден конец трубы.
Сразу же по завершению монтажа, благодаря включенной струе воды, клин фитинга проталкивается вперед, образуя зажим, препятствующий протечке.
Этот метод позволяет быстро и легко создать необходимую конструкцию, обеспечив качественные долговечные соединения. Практически единственным недостатком пуш-фитингов является их высокая стоимость.
Вариант #4: пресс-фитинги
Данные элементы применяются для создания неразъемных соединений при помощи пресс-клещей или подобных приспособлений.
Пресс-фитинги создают герметичные долговечные соединения, однако их можно использовать только один раз. Кроме того, для работы с подобными элементами потребуются пресс-клещи
Для подсоединения посредством пресс-фитингов нужно откалибровать деталь, сняв с нее феску, после чего на нее надевается гильза и вставляется фитинг. Гильза захватывается пресс-клещами, после чего путем сведения рукоятки деталь крепко зажимается.
Такой элемент можно использовать только раз, однако смонтированные с его помощью крепежи достаточно герметичны и надежны, благодаря чему они подходят для скрытых разводок.
Установка пресс-фитингов производится в следующем порядке:
Монтаж труб из разных видов материалов
Для соединения элементов, один из которых сделан из металла, а второй – из металлопластика, предназначены особые фитинги, один торец которого оснащен резьбой, а второй – раструбом.
Для монтажа металлическую трубу нужно нарезать резьбой, обмотать паклей, смазать мылом либо силиконом, а затем рукой накинуть фитинг. После того как второй его конец подсоединяется к пластиковому элементу, резьба закручивается полностью при помощи ключа.
Ассортимент фитингов разной формы
Для удобства монтажа соединительные элементы могут иметь разную форму. Наиболее часто встречаются:
- переходники для соединения труб с различным диаметром;
- тройники, обеспечивающие ответвления от центральной трубы;
- уголки для изменения направления потока;
- водорозетки (установочные колена);
- крестовины, позволяющие организовать различные направления потока для 4-х труб.
Особую конфигурацию (муфты, треугольники, тройники) могут иметь пресс-фитинги.
Монтаж металлопластиковых труб
Монтаж трубопровода из металлопластика включает в себя несколько этапов:
- Подготовку материалов, инструмента.
- Монтаж соединений.
- Испытание готового трубопровода.
Подготовка материала для всех видов соединений является одинаковой. Трубы необходимо нарезать согласно проекту. При замере следует учитывать напуск длины для фитинга.
Поскольку металлопластик продаётся в бухтах, то материал перед монтажом необходимо выпрямить путём раскатыванием трубы на ровной поверхности. Предварительно трубу следует завернуть в несколько слоёв ветоши.
Инструменты
Набор инструментов для монтажа металлопластиковых коммуникаций зависит от того, какие фитинги используются для соединения частей трубопровода.
Чтобы собрать трубопровод из металлополимерных труб необходимо иметь:
- труборез или ножовка по металлу для отрезания материала;
- калибратор — для расширения трубы и придания окружности идеальных пропроций;
- фаскосниматель — для снятия фаски;
- наждачную бумагу для зачистки заусенец на краях трубы;
- разводные (или гаечные) ключи;
- пресс-клещи для некоторых видов соединений;
- строительный фен или приспособление для сгибания, например, песок.
Нарезку предпочтительнее делать ножницами, но можно использовать и ножовку или острый нож.
Когда края подготовлены для соединения, трубу вставляют в фитинг. Существует несколько видов соединения металлопластиковых труб между собой или с переходом на другой материал:
- компрессионные фитинги;
- пресс-соединение;
- пуш-фит.
Компрессионное соединение
Соединение металлопластиковых труб при помощи компрессионных фитингов является распространённым и доступным для самостоятельного монтажа. Такие узлы можно разбирать и собирать вновь. Для установки потребуется 2 разводных ключа.
Алгоритм монтажа:
- Фитинг раскручивают и разбирают. Накидную гайку и обжимное кольцо надевают на конец трубы.
- Внутреннюю часть трубы и конец фитинга с резиновой прокладкой смазывают густой мыльной пеной для облегчения процесса совмещения. С этой же целью внутренний диаметр предварительно развальцовывают калибратором. Такие меры позволят предотвратить смещение резиновых прокладок.
- Фитинг вставляют на место соединения, смещают кольцо и закручивают гайку. Процесс закручивания проводят при помощи двух ключей.
Полученное соединение требует периодического контроля и подтягивания гайки при протечке.
Пресс-соединение
Обжимное соединение монтируют при помощи пресс-фитингов и пресс-инструмента (ручного или электрического).
Схема монтажа:
- Подготовка: срез обрабатывают и зачищают. Пресс-фитинг разбирают и проверяют целостность и наличие прокладок, затем снова собирают..
- Край для соединения надевают на штуцер до контрольного окна.
- Обжимают гильзу пресс-клещами, рукоятки инструмента сводят до упора.
- Повторяют операции на противоположном конце соединительного фитинга.
Полученное соединение может служить до 50 лет, но является неразборным.
Соединение пуш-фит
Пуш-фитинги являются самыми дорогими элементами для соединения труб из металлопластика. Однако их использование не требует никакого инструмента и навыков, является надёжным и долговечным.
Подготовленная труба вставляется в пуш-фит до контрольного отверстия. Далее собирают всю конструкцию. Запускают пробный поток, под действием которого соединение закрепляется внутренним клином.
Крепление к стенам
Уязвимое место металлопластиковых изделий – это низкая устойчивость к механическим повреждениям из-за того, что слой алюминия тонкий.
При большом радиусе изгиба или постоянных давлениях, труба деформируется. В таком случае рекомендуется зафиксировать трубопровод на твердом основании – стене, потолке или под плинтусом. Для этого производится крепление в стену фиксирующего элемента:
- клипсы;
- опоры;
- подвески.
Процесс крепления и фиксации происходит простым методом:
- крепится опора в стену, фиксируется в неподвижном положении;
- вставляется труба в клипсу с разжимным механизмом. Если клипса глухая, то изначально вставляется труба, и далее вся конструкция крепится к стене.
Давление при испытаниях
Согласно СНИП 3-05-01-85, который был заменен в 2003 году, опрессовка должна быть проведена согласно правилам. При проведении работ в многоквартирных домах необходимо, чтобы:
- Давление было более 1 мПа (это 10 бар) – для систем горячего водоснабжения и отопительных контуров с нагревателями.
- Не менее 10 бар для панельных и конвекторных систем отопления.
- Не менее 6 бар для контуров, в которых установлены радиаторы из штампованной стали или чугуна.
- Напор для горячего водоснабжения должен быть больше рабочего и сверху еще 5 бар (но нельзя превышать 10 бар).
В случае если используется панельное отопление и теплообменники, напор не должен иметь давление больше, чем предельно допустимое для устройств. В том случае, если вы проводите испытание воздухом в паровом или панельном отоплении, нужно проверить трубы, которые подходят к оборудованию вентиляции. Воздух должен иметь напор 1 бар.
Виды оборудования и принцип работы
Различают гидравлическиеи механические ручные пресс клещидля опрессовки. Первые требуют от оператора меньших физических затрат и позволяют получить большее развиваемое усилие, а потому идеально подходят для частого применения в условиях различных производств. Для редкого использования целесообразнее приобрести механические пресс клещи – они стоят дешевле.
Гидравлическое оборудование делят на несколько видов. Неавтономныемодели требуют подключения к насосу, автономныеболее удобны, так как могут использоваться без дополнительного оборудования. Ручные пресс клещи с выносным насосом отлично подходят для работы в труднодоступных местах.
Существуют специальные пресс клещи для фитингов– оборудование, предназначенное для обжима соединительных частей различных трубопроводов.
Рейтинг паяльников для полипропиленовых труб
| Фото | Название | Рейтинг | Цена |
| #1 | Rothenberger Roweld P63Т | 99 / 100 3 — голоса | |
| #2 | Rothenberger Roweld P40 T | 98 / 100 3 — голоса | |
| #3 | Candan CM-01 | 97 / 100 3 — голоса | |
| #4 | Dytron Polys P-4a 650W TraceWeld Solo | 96 / 100 7 — голосов | |
| #5 | Wester DWM 1000A | 95 / 100 4 — голоса | |
| #6 | ELITECH СПТ 1500 | 94 / 100 2 — голоса | |
| #7 | Wester DWM 1500 | 93 / 100 1 — голос | |
| #8 | Candan CM-03 | 92 / 100 4 — голоса | |
| #9 | Ресанта АСПТ-2000 | 91 / 100 4 — голоса | |
| #10 | Ресанта АСПТ-1000 | 90 / 100 1 — голос | |
| #11 | Elitech СПТ 800 | 89 / 100 2 — голоса | |
| #12 | Союз СТС-7220 | 88 / 100 1 — голос | |
| #13 | Kolner KPWM 800MC | 87 / 100 1 — голос |
Как это делается?
Общая схема гидропневмоиспытаний выглядит следующим образом:
- Часть системы, подвергаемая испытаниям, изолируется путем перекрытия запорной или регулировочной арматуры (трубы канализации закрываются резиновыми заглушками или деревянными пробками, обмотанными ветошью).
- Далее система полностью заполняется водой. В системе отопления при этом через установленные в самом верху воздухоотводчики сбрасывается воздух.
- К трубопроводу подключается насос-опрессовщик, который докачивает в систему некоторое количество рабочей жидкости, создавая требуемое регламентом испытаний давление.
- По достижении требуемого давления опрессовщик отключается. При этом наблюдатель фиксирует показания на манометре.
- В течение определенного времени система остается под давлением. Длительность выдержки может составлять от 0,5 часа (для систем отопления) до 6 – 8 часов.
- После того как назначенное время вышло, наблюдатель снова снимает показания с манометра. Если давление отличается от первоначальной величины, значит в системе имеется утечка, которую следует найти и устранить. После этого опрессовку выполняют по новой.
Опрессовка системы отопления воздухом
Обычно используют следующие точки подключения:
- Для систем отопления: специальный кран на одном из радиаторов, либо спускной кран на элеваторном узле (в централизованных системах).
- Для систем водоснабжения: один из патрубков подключения к крану холодной или горячей воды.
- Для системы канализации: любая из ревизий, обычно устанавливаемых с шагом 40 – 50 м.
Если проверке подвергалась система отопления, Акт о гидропневмоиспытаниях подписывается представителями теплосети и организации, осуществляющей теплоснабжение. Далее инспектор проверяет теплоноситель на жесткость.
Что такое промывка и опрессовка
Промывка и опрессовка систем отопления проводится в тех случаях, когда слой отложений в трубах становится слишком большим, для того, чтобы они могли продолжать функционировать. В качестве профилактики такие мероприятия проводятся редко, так как это удовольствие достаточно трудоемкое и дорогостоящее. Для гидропневматической промывки используются растворы кислот, которые выводят налет со стенок трубопровода наружу. Частички металла цепляются на внутренние стенки труб, тем самым уменьшая их диаметр. Это приводит к:
- повышению давления;
- увеличению скорости теплоносителя;
- уменьшению КПД;
- повышению расходов.
Что такое опрессовка системы отопления – это обыкновенное тестирование, по итогам которого можно сказать, безопасно ли пользоваться таким оборудованием или нет, а также выдерживает ли оно нужные нагрузки. Ведь никто не хочет стать жертвой разгерметизации контура и оказаться пациентом ожогового отделения. Опрессовка системы отопления проводится согласно СНиПам. Она является обязательной процедурой. После нее выдается документ, подтверждающий техническую исправность контура. Вот основные случаи, когда проводится опрессовка системы отопления:
- при сборке нового контура и сдачи его в эксплуатацию;
- после проведенных ремонтных работ;
- профилактические проверки;
- после чистки труб кислотными растворами.
Опрессовка системы отопления, проводится согласно СНиП № 41–01-2003 и № 3.05.01–85, а также правилам технической эксплуатации тепловых энергоустановок.
Из этих правил известно, что такое действие, как опрессовка системы отопления осуществляется либо воздухом, либо жидкостью. Второй метод называется гидравлическим, а первый – манометрическим, он же пневматический, он же пузырьковый. Правила опрессовки системы отопления гласят о том, что испытания водой могут проводиться, только если температура в помещении будет выше пяти градусов. В противном случае есть риск того, что вода в трубах замерзнет. Опрессовка системы отопления воздухом снимает эту проблему, она проводится в холодное время года. На практике гидравлическая опрессовка системы отопления применяется чаще, так как все стараются выполнить необходимые плановые работы до наступления отопительного сезона. Зимой выполняется только устранение аварий, если таковы возникли.
Приступать к опрессовке отопительной системы можно лишь тогда, когда от контура отсечены котел и расширительный бачок, в противном случае они выйдут из строя. Как производится опрессовка системы отопления:
- спускается вся жидкость из контура;
- затем в него заливается холодная вода;
- по мере заполнения спускается лишний воздух из контура;
- после того как набралась вода, к контуру подводится нагнетатель давления;
- как происходит опрессовка системы отопления– постепенно увеличивается количество атмосфер. При этом максимальное испытательное давление не должно быть выше, чем предел прочности разных элементов контура;
- оставляется высокое давление на некоторое время и проводится осмотр всех соединений. Нужно смотреть не только на резьбовые соединения, а и на места где спаяны части контура.
Опрессовка системы отопления воздухом проводится еще проще. Просто слить весь теплоноситель, закрыть все выходы в контуре и нагнать туда воздуха. Но таким образом, сложнее определить неисправность. Например, если в трубах есть жидкость, то при высоком давлении она будет сочиться через возможную щель. Ее легко определить визуально. А вот если жидкости в тубах нет, соответственно, и выходить кроме воздуха нечему. При этом может быть слышен свист.
А если его неслышно, при этом стрелка манометра свидетельствует об утечке, то все соединения промазываются мыльным раствором. Для того чтобы было проще, можно проверять не всю систему целиком, а разделив ее на сегменты. В таком случае легче проводить опрессовку труб отопления и определять возможные места разгерметизации.