Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
- долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
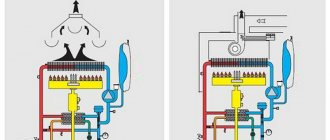
Правила монтажа фреонопроводов мультизональных систем:
Для монтажа охлаждающего контура, идущего от установки с фреоном, применяют исключительно специально предназначенные для холодильных установок медные трубы.
Во время монтажа нужно следить за тем, что бы трубы были расположены в вертикальном или горизонтальном положении. Исключение из правил составляют два случая:
- всасывающий трубопровод, который возвращает масло в компрессор должен быть обязательно под уклоном по направлению к компрессору;
- нагнетательный трубопровод должен быть обязательно под уклоном по направлению к конденсатору.
Важно отметить, что в случае установки компрессора ниже уровня испарителя, следует смонтировать маслоподъёмную петлю на выходе от испарителя и поднять вертикальную часть всасывающего трубопровода выше уровня испарителя. Подобные меры позволяют предотвратить стекание охлаждающей жидкости, а также попадание масла в компрессор из испарителя. Для правильной работы системы вышеописанная последовательность должна повторяться каждые семь с половиной метров.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Сообщений 13
1 Тема от Kp_glagolevo 2013-09-08 17:08:28
- Kp_glagolevo
- Новый участник
- Неактивен
- Зарегистрирован: 2013-09-08
- Сообщений: 2
Тема: Как применять газ азот, для спайки медных трубок для кондиционеров
Мне монтируют VRV систему, много паяют соединений, я слышал, что паять трубки нужно азотом, или в азоте. Только вот парни, которые выполняют пайку, не применяют азот ни в каком виде, азота у них нет совсем, по крайней мере, нет на рабочем месте. Я поинтересовался по этому поводу, мне объяснили, что азот привезут позже для опрессовки и очистки трубок от внутреннего нагара.
Мне показалось, что мои вопросы несколько обескуражили работников, отвечали они как-то не складно. Хочу разобраться, как на самом деле положено применять газ азот, для спайки медных трубок для кондиционеров, во время пайки или после и т. д.
Буду признателен, если коротенько опишите процесс доступным простому обывателю языком.
2 Ответ от ИТР 2013-09-08 22:45:41
- ИТР
- Administrator
- Неактивен
- Откуда: Москва
- Зарегистрирован: 2013-03-20
- Сообщений: 127
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Пайка в среде азота необходима для поддержания качественного монтажа, более того, пайка VRV систем без азота совершенно не допустима. Медные трубы для кондиционирования, в отличие от водопроводных, паяют так называемым «жестким» припоем, позволяющим выдерживать высокое давление, создаваемое компрессором. Пайка жестким припоем происходит при высоких температурах , медь нагревается до красно-бордового свечения, процессы происходящие в меди при высоких температурах разрушают ее.
Та самая окалина, образующаяся снаружи и внутри трубы, есть не что иное, как сгоревшая медь. В результате этого, стенки трубы утончаются. Азот препятствует выгоранию меди изнутри трубы, а выгорание меди снаружи компенсируется тонким слоем припоя.
3 Ответ от Вентспецназ 2013-09-08 22:46:48
- Вентспецназ
- Участник
- Неактивен
- Откуда: Ленинград
- Зарегистрирован: 2013-03-30
- Сообщений: 201
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Паять трассы без азота, как минимум, не профессионально…..
4 Ответ от Kp_glagolevo 2013-09-08 23:02:33
- Kp_glagolevo
- Новый участник
- Неактивен
- Зарегистрирован: 2013-09-08
- Сообщений: 2
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
А водопроводные трубы, что тоже с азотом паяют?
5 Ответ от ИТР 2013-09-08 23:29:16
- ИТР
- Administrator
- Неактивен
- Откуда: Москва
- Зарегистрирован: 2013-03-20
- Сообщений: 127
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Нет, водопроводные, медные трубы, не паяются с азотом, т. к. их пайка производится мягким припоем и не требует высоких температур. Медь не нагревается до свечения и, следовательно, не выгорает.
6 Ответ от lis0911 2014-06-27 21:19:16
- lis0911
- Новый участник
- Неактивен
- Зарегистрирован: 2014-06-27
- Сообщений: 2
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
У меня такая же проблема. Может кто-нибудь подскажет – когда система спаяна без азота, что можно сделать, чтобы свести к минимуму негативные последствия? Может быть поставить дополнительные фильтры, чтобы собрать окалину?
7 Ответ от Вентспецназ 2014-06-28 20:15:28
- Вентспецназ
- Участник
- Неактивен
- Откуда: Ленинград
- Зарегистрирован: 2013-03-30
- Сообщений: 201
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Все оборудование линейки полупром, оснащается фильтрами. Но эти фильтры мало ёмкие, в плане того, что рассчитаны на небольшое количество различного мусора (стружка, окалина, пыль и даже влага). Если допустим систему VRV состоящую из 5-10 внутренних блоков, спаять без азота, то конечно фильтр забьется полностью и система запросто уйдет в ошибку по давлению фреона. В этом случае фильтр нужно срезать и впаять новый.
Читать также: Срок службы здания гост
8 Ответ от ИТР 2014-06-28 20:21:11
- ИТР
- Administrator
- Неактивен
- Откуда: Москва
- Зарегистрирован: 2013-03-20
- Сообщений: 127
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
В этом случае фильтр нужно срезать и впаять новый.
Возможно, это придется делать не раз т. к. окалина отваливается не вся разом, а постепенно, примерно 50% сразу, и остальное в течении месяца активной эксплуатации.
9 Ответ от Вентспецназ 2014-06-28 23:55:03
- Вентспецназ
- Участник
- Неактивен
- Откуда: Ленинград
- Зарегистрирован: 2013-03-30
- Сообщений: 201
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Окалину собрать, конечно, можно. Вот, только не понятно, что произошло с медной трубой, насколько прогорела стенка трубы. Если для обычных сплит систем это не проблема, то для VRV это может оказаться фатальным. Компрессор VRV создает давление в системе, до 30-40 атмосфер, и если стенка медной трубки сильно прослаблена, то может произойти разгерметизация фреонового контура, с последующей утечкой хладагента.
10 Ответ от Шатохин Валера 2014-06-29 10:36:02
- Шатохин Валера
- Moderator
- Неактивен
- Откуда: Долгопрудный
- Зарегистрирован: 2013-03-27
- Сообщений: 148
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Чтобы проявились дефекты не качественной пайки фреонового контура, нужно опрессовывать систему давлением, превышающим рабочее, как минимум в два три раза. Обычно для VRV систем опрессовку делают давлением 150 атмосфер.
11 Ответ от Maxsim_D 2014-06-29 11:04:11
- Maxsim_D
- Участник
- Неактивен
- Откуда: Краснодар
- Зарегистрирован: 2013-03-30
- Сообщений: 85
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Я вот не понимаю, о чем думают монтажники, когда паяют трассы без азота, на что надеются? На Русское авось?
12 Ответ от ИТР 2014-06-29 18:55:08
- ИТР
- Administrator
- Неактивен
- Откуда: Москва
- Зарегистрирован: 2013-03-20
- Сообщений: 127
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Поделитесь с форумчанами, как так вышло, что паяли трассу и без азота?
13 Ответ от Шатохин Валера 2014-07-02 11:31:11
- Шатохин Валера
- Moderator
- Неактивен
- Откуда: Долгопрудный
- Зарегистрирован: 2013-03-27
- Сообщений: 148
Re: Как применять газ азот, для спайки медных трубок для кондиционеров
Поделитесь с форумчанами, как так вышло, что паяли трассу и без азота?
Я смогу ответить на этот вопрос. Такие монтажники берут не дорого. И не, потому что альтруисты, а просто они вкладывают в работу мало труда, тогда и взять можно не дорого. А вот по какой причине монтажники не производят все необходимые работы и технологии, это вопрос. Одно дело если они искренне, заблуждались и не знали, что нужен азот, флюсы и т. д. Другое дело, если монтажники намеренно отказались от усложняющих монтаж процессов, дабы предложить более низкую цену за свои услуги, и при этом не потерять в заработке.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
Процесс сваривания
Технология спайки состоит из ряда последовательных этапов:
- Вначале трубу следует обрезать труборезом.
- Край трубы обрабатывается фаскоснимателем.
- Затем подбирается соответствующий фитинг или край второй трубы расширяется при помощи труборасширителя.
- Детали соединяются, проверяется наличие зазоров.
- На поверхность в месте пайки наносится небольшое количество флюса. Если предстоит пайка высокотемпературным методом при помощи самофлюсующегося припоя, то флюс использовать не нужно.
- При помощи горелки для пайки медных труб соединение равномерно нагревается до температуры, при которой припой будет плавиться.
- В месте зазора наносится припой. Припой должен плавится именно от нагретой трубы, а не от открытого огня горелки.
- Оставшийся флюс удаляется влажной тряпкой или промывается водой.
Стоит отметить, что нагревание медной трубы и плавка флюса процесс, который происходит за короткое время — 5 минут. Очень важно не передержать горелку и не перегреть трубу.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Особенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
Что такое припой?
Припой – это чистый металл или термопластичный сплав из нескольких компонентов. Предназначается для соединения медных деталей в общую целостную сеть.
Под воздействием высоких температур припой плавится, распространяется по зоне обработки и герметизирует поверхность. После окончательного остывания на трубном материале образуется прочный, ровный шов без погрешностей
Технология стыковки двух фрагментов, проведенная по такому принципу, называется пайкой.
Среди основных достоинств методики стоит выделить:
- соединение без деформации;
- сохранение первоначальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- отличная прочность и высокий уровень герметичности созданного шва;
- устойчивость скрепленной области к разным температурным режимам, включая интенсивное прогревание;
- простое разъединение шовных участков в случае возникновения потребности изменить формат системы.
Проводят пайку специальным оборудованием – паяльником, газовой горелкой или паяльной лампой. Непосредственно перед работой зону тщательно зачищают от поверхностных дефектов и технических масел, и только потом приступают работе.
Процесс соединения трубных фрагментов осуществляется легко и быстро, но требует обязательного соблюдения правил элементарной безопасности. Во избежание проблем и получения травм, на руки нужно надеть плотные рабочие перчатки, лицо и глаза закрыть специальными очками или маской, а одежду защитить плотным фартуком. Это убережет мастера от потенциально возможных несчастных случаев.
Для пайки в бытовых условиях чаще всего используют паяльник. Горелку или лампу применяют там, где мощностных возможностей паяльника не хватает или требуется соединить детали большой толщины и внушительной массы
Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Составы с умеренной коррозионной активностью
Слабой коррозионной активностью характеризуются флюсы из канифоли, спирта к которым добавлено какое-либо из следующих веществ:
- уксусная кислота,
- хлорид цинка,
- ортофосфорная кислота.
При пайке хорошо работает флюс для меди из раствора канифоли в спирте с добавкой хлоридов цинка и аммония. Эффективно применение смеси из глицерина, и раствора хлоридов цинка, аммония, натрия.
Качественное соединение при пайке обеспечивает флюс из раствора глицерина в воде, к которой добавлен солянокислый гидразин. С успехом можно применять смесь из спирта и раствора фосфорной кислоты.
Флюсы, содержащие канифоль, используют при температурах до 300 °С. Остальные составы можно нагревать до 350 °С.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Originally posted 2018-03-28 15:01:27.
Ошибки, которые допускаются при пайке
Самые распространенные ошибки:
- Пайщик слабо прогревает место соединения, в результате чего деталь не сплавляется с припоем. При небольшой нагрузке место пайки разрушается.
- Перегревание места пайки приводит к тому, что флюс сгорает и на поверхности образовывается окалина и окись, что сказывается на надежности пайки.
Определить правильную рабочую температуру при которой происходит качественная пайка соединений, может только опытный мастер, который постоянно занимается этим видом работ.